
Entrons dans les entrailles d’une des étapes-clé de la fabrication de la bière. J’ai nommé l’ébullition ! Et qui dit « ébullition », dit très souvent « houblonnage » mais bon, nous évoquerons le houblonnage dans un autre article.
L’ébullition est une étape de brassage qu’ont en commun tous les brasseurs du monde et à toutes les époques de la fabrication de la bière.
L’ébullition affecte de nombreux paramètres du brassin : la densité, la couleur, la clarté de la bière (et l’amertume et l’aromatisation quand elle est associée à un houblonnage).
Dans cet article, vous comprendrez à quoi sert l’ébullition et quels sont ses risques.
Nous verrons qu’en fonction de notre altitude, la température de l’ébullition n’est pas la même. Quel est le risque d’oxydation pendant cette étape à forte température?
Une idée de la différence liée à la durée de l’ébullition?
Enfin nous verrons comment estimer notre densité initiale au moment de l’ébullition et comment l’ajuster.
Quand réalise t-on l’ébullition ?
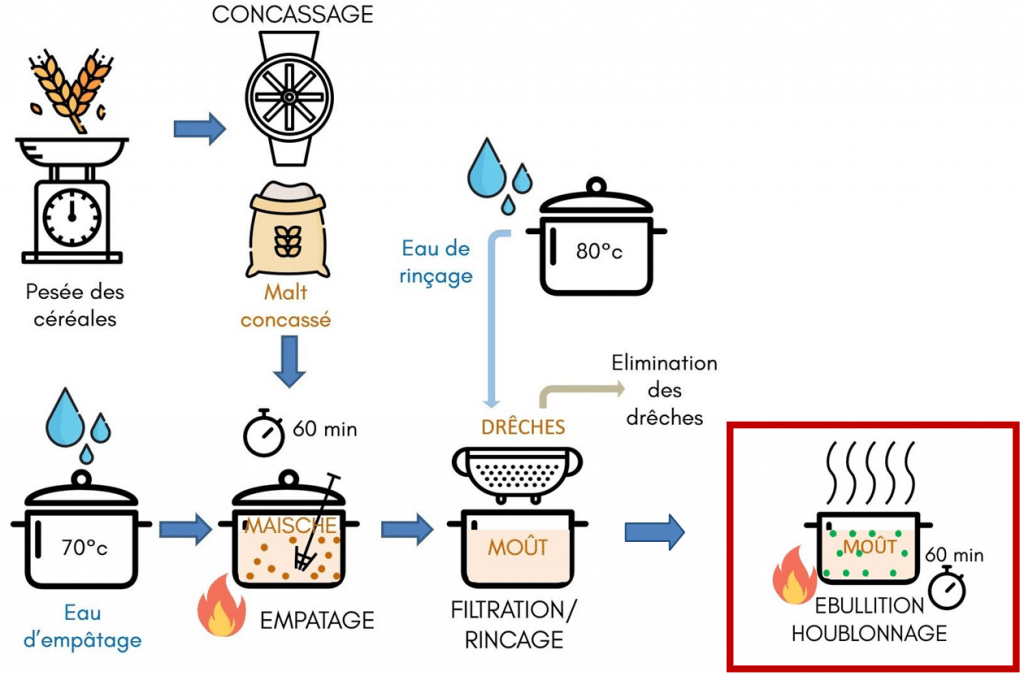
Reprenons le diagramme de fabrication de la bière :
- Le brasseur concasse ses céréales,
- Il les fait infuser dans de l’eau chaude (c’est l’empâtage) dans le but d’en extraire les sucres et autres nutriments dont les levures auront besoin,
- Une fois l’empâtage terminé, les céréales épuisées en sucres (les drêches) sont séparés du jus sucré (le moût) pendant la filtration. Cette étape est suivie d’un rinçage des drêches avec de l’eau chaude, ce qui permet de récupérer la plus grande quantité possible de sucres;
- L’étape suivante est l’ébullition accompagnée en général du houblonnage.
A quoi sert l’ébullition ?
1- Stériliser le moût
L’ébullition a un rôle premier important celui de porter à très haute température le moût fraîchement produit et donc d’y éliminer toute trace de vie !
Les micro-organismes présents, ceux qui pourraient entraîner des contaminations, sont éliminés en une trentaine de minutes d’ébullition. On parle de stérilisation.
Cette stérilisation permet de préparer un milieu de culture indemne de contaminants en vue de l’ensemencement de la levure choisie par le brasseur. Elle n’aura pas de compétition et aura toutes ses chances pour se développer correctement (même si le brasseur aura quelques autres points de vigilance).
En plus de toute bactérie potentiellement nocive, l’ébullition tue également les levures sauvages et d’autres micro-organismes qui entraînent des saveurs acidulées et indésirables. La sécurité sanitaire de la bière est aussi garantie par le fait que l’alcool produit par fermentation, ainsi que l’acidité, inhibe également la contamination. Aucun agent pathogène humain connu (micro-organismes nocifs) ne peut survivre dans la bière.

2- Figer le profil de sucres du moût
L’ébullition dénature les enzymes diastasiques, celles présentes dans le moût qui ont pour rôle de convertir l’amidon. Si tu as besoin de refaire le point sur les enzymes ou sur l’amylolyse, nous te conseillons ces deux articles !
Dans certaines recettes ou pratiques de brasseur, un mash-out est réalisé en sortie d’empâtage. C’est, entre autres, cette dénaturation d’enzymes qui est recherchée.
Les enzymes alpha-amylases commencent à être désactivées à 70 ° C, une certaine conversion de l’amidon se poursuit même jusqu’au début de l’ébullition. Si les enzymes n’étaient pas complètement détruites, la conversion supplémentaire se traduirait par une bière mince dépourvue de sucres résiduels non fermentescibles.

3- Éliminer les composés non désirés
Les DMS ou diméthyle sulfures (j’ai l’impression de vous en avoir déjà parlé un paquet de fois!) apportent des arômes de légumes cuits ou chou à la bière, l’horreur !
Ces arômes sont apportés par les composés sulfurés de type :
- Sulphides : diméthyl sulphide (DMS) ou diméthyl disulphide
- Thioesters : 5-methyl-thio-Hexanoate
L’ébullition, si elle est conduite de manière optimale, vient à bout de ces composés par évaporation. N’hésitez pas à faire de gros bouillons pendant l’intégralité de votre ébullition. Ne couvrez pas avec le couvercle pour laisser les composés s’évaporer.

4- Clarifier la bière
Nous vous avions déjà parlé des bières troubles. Alors parfois, c’est volontaire, mais parfois ce n’est pas le cas, c’est une « erreur de brassage ».
Le malt contient des protéines et des composés connus sous le nom de polyphénols sont présents à la fois dans les enveloppes des grains et dans le houblon.
Certaines protéines sont nécessaires car elles contribuent à la mousse de bière, mais en quantités excessives, elles sont une cause majeure de turbidité.
Les céréales crues (non maltées) ou les céréales autres que l’orge, comme le blé ou le seigle, sont naturellement riches en protéines.
Pendant l’ébullition, la chaleur et l’agitation (les deux sont nécessaires) font que les plus grosses protéines et polyphénols se séparent des molécules d’eau et se rassemblent. Le phénomène est visible à l’œil et se traduit par l’apparition d’une « cassure à chaud » en début de l’ébullition. Environ 10 à 15 minutes après le début de l’ébullition, le moût se clarifie et des amas flottent à la surface de votre moût en ébullition.
Il convient de les éliminer si vous le pouvez. Ma technique préférée : l’écumoire ! Pour aider davantage à la coagulation des protéines et des polyphénols, l’Irish Moss est généralement ajouté pendant les 15 dernières minutes de l’ébullition. Fabriqué à partir d’un type d’algue contenant un polymère appelé carraghénane, ce clarifiant a une charge électrique négative qui est attirée et se lient aux molécules de protéines chargées positivement.
Tiens en parlant d’Irlande, as-tu testé la cuisine à la bière de l’Irish Stew?
Recette concoctée par Thomas de Carnet d’un brasseur,
et approuvé par notre équipe de testeurs !

5- Accentuer la couleur
La couleur est en (très) grande partie apportée par la couleur des malts utilisés. Celle-ci s’exprime pleinement lors de l’ébullition.
Comme pour la cuisson du pain, les composés aromatiques et colorés sont majoritairement produits par la chaleur. Se produisent réactions de Maillard et caramélisation pendant le touraillage des malts. Les réactions de Maillard se produisent efficacement à des températures de l’ordre de 100 °C minimum. Entre 120 et 150 °C, les processus réactionnels relèvent surtout de la caramélisation mais nécessitent moins d’eau que lors de l’ébullition.
L’ébullition assombrit le moût et donc la bière. Cette coloration est accentuée par la perte d’eau en évaporation (la concentration du moût).
6- Concentrer le moût
Pendant l’ébullition, une partie de l’eau s’évapore inévitablement.
Le taux d’évaporation est normalement mesuré en litres par heure. La fourchette moyenne est comprise entre 4 et 6 litres/heure et dépend de votre installation (diamètre de cuve, puissance de chauffe, maintien de la température). N’hésitez pas à faire des mesures en début et fin d’ébullition pour déterminer quel est votre taux d’évaporation à vous !
Par exemple, si le volume de départ est de 28 litres, si le volume final est de 21 litres et si le temps d’ébullition est de 90 minutes, alors le taux d’évaporation est de 4,6 litres par heure :
(28 litres – 21 litres) / 1,5 heure = 4,66 litres / heure
Nous vous avions déjà présenté une partie de ce paramètre dans notre article sur les calculs des volumes d’eau.
Il est intéressant de se rappeler que le point d’ébullition diminue avec l’altitude au-dessus du niveau de la mer.
Au niveau de la mer et à la pression barométrique standard, l’eau bout à 100 ° C. Bien que la formule ne soit pas vraiment linéaire, une règle empirique raisonnable est de diminuer le point d’ébullition d’un degré Celsius tous les 300 mètres au-dessus du niveau de la mer. Par exemple, je vis à environ 750 mètres d’altitude, mon eau est sensée bouillir à : 100 – (750/300) = 97,5°C. Mais dans les faits, c’est même à moins !


Cette eau perdue concentre les composants du moût !
7- Houblonner la bière
L’un des rôles les plus importants de l’ébullition est de produire de l’amertume dans la bière. La chaleur dissout les résines de houblon contenant les composés amérisants et aromatiques. Les composés apportant l’amertume sont principalement les acides alpha.
Les acides alpha du houblon ne sont pas initialement sous une forme soluble dans le moût. Pour exprimer leur amertume, ils doivent d’abord être isomérisés pour devenir solubles. L’isomérisation nécessite la chaleur et l’agitation physique de l’ébullition sur une période de temps.
De la quantité totale d’acides alpha apportés par les houblons dans un brassin, seul un pourcentage est isomérisé. On parle d’«utilisation du houblon». Cette utilisation dépend de nombreux facteurs mais ne dépasse pratiquement jamais 40%. Pour les brasseurs amateurs, le chiffre est généralement plus proche de 20% pour le houblon en ébullition pendant 60 minutes (ce chiffre explique la perte d’amertume due aux acides alpha adhérant à la mousse pendant l’ébullition ou absorbés par la levure pendant la fermentation). Mais encore une fois je vous préparerai un article spécifique au houblonnage de la bière pendant l’ébullition !

Les risques de l’ébullition
1- Les débordements
Presque tous les brasseurs ont connu le débordement tant redouté. En quelques secondes, la mousse commence à s’accumuler à la surface du moût chaud, il faut alors être rapide pour limiter la casse. L’ajout de houblons en pellets peut également poser des soucis de débordements. Les minuscules particules peuvent fournir des sites de nucléation pour les bulles qui provoquent la formation de mousse.
Soyez vigilant, restez dans les environs proches de votre cuve pour pouvoir réagir aux moindres signes. Les brasseurs professionnels contrôlent les boilovers avec un tuyau. Pulvériser de l’eau sur la surface du moût au moment où il commence à bouillir aide à disperser la mousse. Les homebrewers peuvent imiter cette procédure avec un pulvérisateur ou un vaporisateur rempli d’eau froide.
2- Les libérations des DMS
Les choux, le retour…
Et oui, on en a déjà parlé mais ces composés sont éliminés par évaporation pendant l’ébullition mais ce sont aussi ces fortes températures qui sont à l’origine de leur apparition.
Ces composés sont principalement apportés par les malts qui contiennent des molécules précurseurs des DMS, les S-methylmethionine (SMM). Ces précurseurs sont produits pendant le maltage. Si les malts subissent une torréfaction, ces molécules seront dégradées. Ainsi plus le malt est foncé, moins il sera susceptible d’apporter une saveur de légume à votre bière.
Ces composés sont également naturellement présents dans les houblons en quantité plus ou moins importante.
A forte température (empâtage/ébullition), les précurseurs SMM des malts produisent des DMS comme pendant l’empâtage par exemple. Les longues pauses à chaud sont également à proscrire car les SMM vont continuer à s’hydrolyser et plus de DMS vont être produits. L’ébullition crée les DMS et les élimine, le brassage est presque aussi bien fait que la nature ^^.
3- L’oxydation pendant l’ébullition, un risque avéré ?

La principale cause d’instabilité dans les flaveurs de la bière en dehors de la contamination est l’oxydation. Le « taux » d’oxydation sera lié à votre méticulosité principalement pendant les transferts.
Les températures chaudes accentuent l’oxydation
On parle d’«hot side aeration» (HSA), que l’on pourrait traduire par « aération pendant la phase chaude ». L’aération pendant la phase chaude est l’introduction d’oxygène sous forme d’air dans le moût chaud, n’importe quand dans le processus de brassage. L’oxygène n’est pas souhaité dans le moût chaud car il peut se combiner avec des lipides, des mélanoïdines, des tanins et d’autres éléments pour produire des composés indésirables, qui peuvent rester dans le moût pendant la fermentation. Ils seront présents dans la bière finie.
- Les lipides oxydés peuvent donner à la bière un goût légèrement rance et lui donner une saveur prononcée de carton humide.
- L’oxydation des acides gras produit du trans-2 –noneal qui a un goût de carton mouillé et l’arôme du vieux papier.
- Les mélanoïdines oxydées peuvent amener la bière finie à prendre des saveurs de sherry (ce dernier peut être souhaitable dans la bière délibérément vieillie, mais pas dans la bière fraîche).
- D’autres produits d’oxydation peuvent se décomposer lentement dans la bière, libérant de l’oxygène pour transformer l’alcool en aldéhydes au goût sucré, donnant des saveurs de caramel et d’amande.
Les moûts dorés auront tendance à être devenir plus foncés lorsqu’ils s’oxydent.
Paradoxalement, si l’oxygène dans le moût chaud est préjudiciable à la qualité de la bière, l’oxygénation du moût froid au début de la fermentation est essentielle pour la phase de croissance aérobie de la levure.
La quantité d’oxygène dissout diminue avec la température
La vitesse d’oxydation augmente avec la température mais la capacité d’une solution à dissoudre l’oxygène diminue avec la température.

Cela signifie que le moût très chaud ne contient pas assez d’oxygène pour l’oxydation, alors que le moût riche en oxygène au début de la fermentation est trop froid pour permettre l’oxydation.
Ainsi, l’HSA est un problème dans une bande de température quelque part en dessous de l’ébullition et au-dessus de la température d’échange thermique. L’intervalle de température exact dans lequel la HSA est un problème potentiel, cependant, est un sujet de nombreux débats parmi les brasseurs.
Mais la plupart des experts conviennent que la température de la maische pendant l’empâtage se situe dans la zone de danger. Une agitation excessive de la maische, trop d’éclaboussures pendant la recirculation, et toute reprise d’air pendant le transfert vers la cuve de filtration sont parmi les vecteurs les plus probables, ainsi que de longues périodes à chaud pour le moût avant son envoi en fermentation.
Quelle durée pour mon ébullition ?
Les durées d’ébullition varient selon la recette et le style de bière. On dit généralement aux brasseurs en extraits de malt de faire bouillir la bière pendant 60 minutes.
La coagulation des protéines dans l’extrait de malt doit avoir lieu dans les dix premières minutes environ. Cependant, l’isomérisation de l’acide alpha du houblon nécessaire à l’amertume prend beaucoup plus de temps; à 60 minutes, plus de 90% de cela aura eu lieu.
Plus l’ébullition sera longue, plus la couleur de la bière sera sombre.
Les textes de brassage traditionnels recommandaient de faire bouillir les bières en tout grain pendant 90 minutes. Mais les recettes actuelles s’accordent à dire que 60 minutes peuvent être suffisantes, en particulier pour les bières de faible densité et de couleur plus claire.
Les raisons pour une ébullition plus longue comprennent le désir d’une plus grande densité du moût en raison de la plus grande évaporation, et également pour les changements de saveur qui se produisent et sont souhaitables dans certains styles. Les bières riches aux saveurs complexes sont souvent bouillies plus longtemps.
Lorsqu’ils sont soumis à la température et à l’agitation de l’ébullition, des réactions complexes se produisent entre les sucres et les acides aminés, produisant des mélanoïdines. Ceux-ci sont généralement considérés comme agréables, ce qui donne des saveurs généralement associées au brunissement des viandes et du pain. Ils sont une cause majeure de noircissement du moût.
Des indications supplémentaires pour un temps d’ébullition plus long comprennent le brassage à haute altitude où la température est plus basse (les fractions volatiles indésirables mettent plus de temps à s’évaporer), et les situations où l’ébullition est moins vigoureuse que ce qui serait autrement optimal.
Moins – 60 minutes – 90 minutes – Plus ?
Estimer ma densité initiale
Si vous connaissez vos pertes d’ébullition et la densité avant ébullition, vous pouvez estimer la densité initiale (DI) après ébullition avec une précision raisonnable. La formule de calcul de la DI post-ébullition approximative est:
Points de densité après ébullition =
(Volume avant ébullition * points de densité avant ébullition) / Volume après ébullition
Les «points» de densité spécifique sont la partie de la lecture de densité spécifique à droite de la virgule multipliée par 1000. Par exemple, une densité spécifique de 1.050 correspond à 50 points de densité.
En utilisant les volumes pré- et post-ébullition de l’exemple ci-dessus, avec une densité spécifique avant ébullition de 1.036, la DI post-ébullition projetée serait de 1.048.
(28 litres * 36 points de densité) / 21 litres = 48 points de densité équivalents à une DI de 1.048
Si tu n’aimes pas faire tes calculs toi-même, il y a Little Bock!
Tu sais, c’est ce logiciel de brassage que nous utilisons pour créer nos recettes. Little Bock donne une estimation de la DI avant ébullition dans le « profil avancé » de ta recette.
Regarde l’encart à gauche : « Profil de la bière ». J’ai sélectionné « Avancé ».

Ajuster sa densité initiale avant l’ébullition
Le calcul de la DI au début de l’ébullition est utile car c’est le moment le plus simple pour effectuer des ajustements. Si la DI calculée diffère sensiblement de la cible de la recette, un extrait de malt ou de l’eau peuvent être ajoutés pour l’augmenter ou la diminuer.
- Pour augmenter la densité d’un brassin de 20 litres d’environ 1 point de densité à la fin de l’ébullition, ajoutez environ 70 g d’extrait de malt légèrement séché, ou environ 170 ml d’extrait liquide.
- Pour diminuer la densité du même brassin d’environ 1 point de densité, ajoutez environ 700 ml d’eau avant l’ébullition.
Vous pouvez également « manipuler » la DI en modifiant le temps d’ébullition. Dans les exemples ci-dessus, une augmentation de 9 minutes du temps d’ébullition augmentera la DI d’environ 1 point de densité, tandis que sa diminution de 9 minutes l’abaissera d’environ 1 point.
Le changement de volume après ébullition par 9 minutes sera de 640 ml.


Pour aller plus loin : Wort Boiling Science ou Boiling advanced Brewing de Brew your Own.
Petit brasseur, où en es-tu?
As-tu appris quelque chose dans cet article?
Comment conduis-tu ton ébullition?
Quels sont les problèmes que tu rencontres ou que tu as déjà rencontré?
Un conseil ou une astuce à partager avec nous?
Si vous tu as aimé cet article, n’hésite pas à suivre Comment brasser sa bière sur Facebook, sur Instagram ou sur YouTube et à partager! A très vite.



8 Comments on “L’ébullition : estimer et ajuster sa densité initiale”
Bonjour, très interessant, j’ai juste un questionnement concernant la perte de volume à l’ébulition. Vous dîtes » Le changement de volume après ébullition par 9 minutes sera de 640 ml », ne vaudrait-il pas mieux parler de pourcentage? J’avais calculé une perte de volume d’approximativement 10% sur 1 heure d’ébulition.
Merci et continuez, c’est plein d’enseignements.
Bonjour, on parle plus souvent du taux d’évaporation en litre/heure, qui est aux alentours de 4 litres/heure. En effet cette valeur ne dépend pas du volume de ton moût.
Le % d’évaporation, par contre, change en fonction du volume de tes brassins: 20% pour un brassin de 20 litres ou 40% pour un brassin de 10 litres.
(attention, encore une fois, le plus judicieux est de réussir à calculer son propre taux d’évaporation sur son installation! )
Bonjour
Un très bon article bien détaillé. Bravo et Merci
Wilfrid
Comme toujours bon article instructif 😀
Sauf si j’ai mal lu, ne faudrait-il pas ajouter que l’ajout de sucre en fin d’ébullition est également une manière d’augmenter la densité initiale. Et que l’on peut se faire aider par des applications pour estimer la quantité de sucre à ajouter pour obtenir l’effet escompté.
PS après la densité initiale, ce sera le tour à la densité finale, pour l’article suivant?
Merci Gerhard!
L’utilisation du sucre dans le brassage, c’est le sujet d’un autre article 😉 https://comment-brasser-sa-biere.fr/sucres/
Mais oui, tu as raison, on peut rajouter du sucre pour augmenter la DI
Et la densité finale, ça, un futur article, yes!
Vous parlez toujours de la DI , en réalité à quel moment faut il la prendre? Peu t on le faire plusieurs fois ? Et que faire du contenu de l éprouvette , la jeter pour éviter toutes contamination , ou la remettre dans le mou .
La densité initiale est mesurée juste avant l’ensemencement de ton moût.
Pour éviter une contamination, mieux vaut ne pas remettre le moût dans le fermenteur (mais tu peux le boire 😉 )
Pingback: Le houblonnage pour les nuls - Comment brasser sa bière